


Raise3D Industrial PET CF
Premer: 1,75 mm
Količina: 1,0 kg
Barva: črna
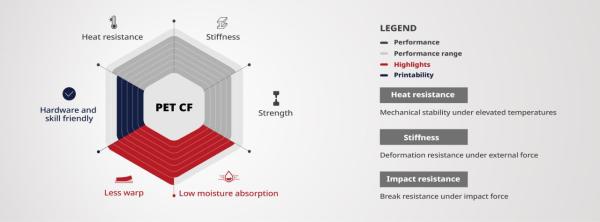
Raise3D Industrial PET CF je z ogljikovimi vlakni ojačano kompozitno vlakno na osnovi PET (polietilen tereftalata). Dobro razpršena 15 % ogljikovih vlaken poveča togost, trdnost ter toplotno in kemično odpornost matrice PET. Po žarjenju se toplotna odpornost PET CF stabilizira pri približno 150 ºC, natezni modul in trdnost pa presegata 6 GPa oziroma 80 MPa. V primerjavi z najlonskim filamentom, ojačanim z ogljikovimi vlakni, je PET CF zaradi visoke tiskljivosti, dimenzijske stabilnosti, visoke odpornosti proti lezenju in nizke absorpcije vlage idealna izbira za zanesljiv tisk kompozitov iz ogljikovih vlaken za močne in stroškovno učinkovite končne aplikacije, kot so pripravki, nastavki in funkcionalni deli.
Lastnosti:
- Odporen do 150 ℃
- Močna in visoka togost
- Visoka dimenzijska stabilnost
- Nizka absorpcija vlage
- odpornost proti lezenju in kemikalijam
- Združljivost: Podporni PET filament
Uporaba:
- Avtomobilska industrija
- Letalska in vesoljska industrija
- Končna uporabni izdelki
- Pripomočki in nosilci
- Proizvodni pripomočki
- Električna in elektronska industrija (E&E)
Nastavitve za 3D-tisk
- Temperatura konice(℃): 280-300
- Hitrost tiska(mm/s): 35-90
- Temperatura delovne mize(℃): 80-100
- Višina sloja(mm): 0.1-0.25
- Temperatura sušenja filamentov(℃): 100-120
Priporočila za 3D-tiskanje:
1. Pred tiskanjem sušite PET CF pri 70-80 °C 8-12 ur, saj je nizka vsebnost vlage ključna za kakovost končnega natisnjenega dela.
2. Po sušenju priporočamo, da filamente PET CF med postopkom tiskanja shranite v sušilniku filamentov SUNLU.
3. Pri tiskanju PET CF pogosto pride do obrabe medeninaste šobe. Priporočamo uporabo šobe, ki je odporna na obrabo, na primer šobe iz kaljenega jekla ali rubinaste šobe.
4. Po tiskanju je priporočljivo model žariti v pečici pri 80-100 °C 8-12 ur.
5. Za model majhne velikosti (dolžina stranice < 50 mm) je priporočljivo žarjenje pri 80 °C 8 ur; za model srednje velikosti (50 mm < dolžina stranice < 150 mm) je priporočljivo žarjenje pri 80 °C 12 ur; za model velike velikosti je priporočljivo žarjenje pri 100 °C vsaj 12 ur.
6. Če se kot podporni material uporablja tudi PET CF, po žarjenju odstranite podporno strukturo.