

Raise3D Industrial PET GF
Premer: 1,75 mm
Količina: 1,0 kg
Barva: črna, oranžna, siva, rdeča
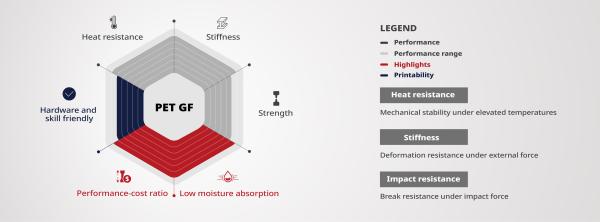
Raise3D Industrial PET GF je s steklenimi vlakni ojačan kompozitni filament na osnovi PET (polietilen tereftalata). Dobro razpršena steklena vlakna izboljšajo togost, trdnost, toplotno odpornost in kemično odpornost matrice PET. Po žarjenju se toplotna odpornost PET GF stabilizira pri približno 120 ℃, natezni modul in trdnost pa presegata 4,1 GPa oziroma 70 MPa. V primerjavi z najlonskimi filamenti, ojačenimi s steklenimi vlakni, je PET GF zaradi visoke tlačne trdnosti, dimenzijske stabilnosti, visoke odpornosti proti lezenju in nizke absorpcije vlage idealna izbira za zanesljivo tiskanje kompozitov iz steklenih vlaken za močne in stroškovno učinkovite končne aplikacije, kot so napeljave in funkcionalni deli. Poleg tega PET GF ponuja široko paleto barv.
Lastnosti:
- Nizka absorpcija vlage
- Visoka dimenzijska stabilnost
- Odpornost na toploto in kemikalije
- Odpornost proti plazenju
- Več barv
- stroškovna učinkovitost
- Združljivost: Podpora PET
Uporaba:
- Avtomobilska industrija
- Končni uporabni izdelki
- Pripomočki in nosilci
- Proizvodni pripomočki
- Električna in elektronska industrija (E&E)
Nastavitve za 3D-tisk
- Temperatura konice (°C): 280-300
- Hitrost tiska (mm/s): 35-90
- Temperatura ogrevane mize (°C): 80-100
- Debelina posameznega sloja (mm): 0.1-0.25
- Temperatura za sušenje filamenta (°C): 70-80
Priporočila za 3D-tiskanje:
- Pred tiskanjem sušite PET GF pri 70-80 °C 8-12 ur, saj je nizka vsebnost vlage ključnega pomena za kakovost natisnjenega dela.
- Po sušenju priporočamo, da filamente PET GF med postopkom tiskanja shranite v sušilniku filamentov SUNLU.
- Pri tiskanju PET GF pogosto pride do obrabe medeninaste šobe. Močno priporočamo uporabo šobe, ki je odporna na obrabo, na primer šobe iz kaljenega jekla ali rubinaste šobe.
- Po tiskanju je priporočljivo natisnjen model 8-12 ur strjevati v pečici pri 80-100 °C.
- Za majhen model (dolžina stranice < 50 mm) se priporoča žarjenje pri 80 °C 8 ur; za srednje velik model (50 mm < dolžina stranice < 150 mm) se priporoča žarjenje pri 80 °C 12 ur; za velik model se priporoča žarjenje pri 100 °C vsaj 12 ur.
- Po žarjenju je v osi Z opazno dimenzijsko krčenje največ 0,1 %, odvisno od polnila in višine plasti, v osi XY pa ni opaznega dimenzijskega krčenja.
- Če se kot nosilni material uporablja tudi PET GF, po žarjenju odstranite nosilno strukturo.